
 DOT Brake Hose and Brake Line
DOT Brake Hose and Brake Line Assembly Testing
Part 2 - The Torture Tests
Scott Hurwitz, founder and CEO of Pittsford, New York based Magnum Shielding, continues his two-part series examining the very particular challenges of the motorcycle brake hose business.
As mentioned in the last article, Motorcycle Brake Lines Part 1, published in the June edition of AMD Magazine, brake hoses and brake line assemblies are among the most regulated components on a motor vehicle and all manufacturers of brake line assemblies for highway use must be registered with the Department of Transportation (DOT).
In addition, these brake hoses, fittings and assemblies must conform to FMVSS-106 and SAE J1401 standards, both of which outline grueling and demanding tests, which are designed to exceed what a vehicle will actually experience in the real world. This intentional overcompensation is necessary to protect us considering real life variables in manufacturing, installations and usage.
This standard ensures that brake hoses stay flexible in a wide range of temperatures while having a predictable expansion rate, so that the pedal feel and ABS response is the same in winter as it is in the summer. It also requires that the hoses are able to bend and twist at certain angles without fatiguing, collapsing, kinking or bursting and that the critical crimp joint, where the hose is permanently connected to the end fitting, is robust enough to withstand all mechanical, chemical and temperature influences.
Let’s now talk about the testing itself. It is no surprise that the sophistication of the testing equipment usually requires that manufacturers send brake hose assemblies out to third party testing labs for DOT validation, along with formal supporting documentation. This can be very costly - in excess of $20,000 each time a complete validation is conducted.
As a Tier-1 Supplier to Harley-Davidson P&A, Magnum Shielding takes rider safety very seriously and has placed this at the top of its priorities. Our brake line manufacturing expertise, process and quality controls ensure brake line compliance with all DOT requirements, i.e. NHTSA’s FMVSS-106 Compliance Standards.
To support this initiative, Magnum Shielding has duplicated the majority of the equipment needed to conduct the tests described below at their Upstate New York facility in accordance with the TP-106-10, U.S. Department of Transportation National Highway Traffic Safety Administration Laboratory Test Procedures for FMVSS-106 Brake Hoses. Per Magnum’s Quality Management System, all brake hoses and assemblies are tested on an ongoing basis to guarantee both compliance and consistent product quality.
Reviewing the entire standard can be quite time-consuming, so it has been distilled down for the sake of this article - let’s get started.
FMVSS-106 Standard Tests
Labeling
Depending on whether the hose assembly is OEM or NON-OEM (aftermarket), there is more than one alternative for labeling compliance. The Standard requires a visual inspection of the hose and/or fittings for proper labeling requirements as previously discussed in Part 1.
Constriction
This is a "go" or "no go" test where a drop ball, such as a metal ball bearing, is inserted in the upper end of a vertically held hose assembly and expected to drop down by gravity through the hose and out of the other end fitting. For 1/8” I.D. brake hose, the size of this sphere is .079”. This is an important test to ensure that the end fittings are not over-crimped and that there are no other possible blockages in the assembly that might be created as a result of the manufacturer’s assembly process.
Volumetric Expansion
 This is a test of the true strength of the brake hose’s construction. The lower the brake hose’s volumetric expansion, the better the braking response (and feel) will be. On very long OE routing applications, sections of the assembly have metal tubing incorporated to reduce this expansion. This is one of the reasons braided brake lines are preferred over rubber hoses, whether they be braided with stainless steel or better yet, high tensile aramid fiber, which is sometimes referred to by DuPont’s trademarked name, Kevlar.
This is a test of the true strength of the brake hose’s construction. The lower the brake hose’s volumetric expansion, the better the braking response (and feel) will be. On very long OE routing applications, sections of the assembly have metal tubing incorporated to reduce this expansion. This is one of the reasons braided brake lines are preferred over rubber hoses, whether they be braided with stainless steel or better yet, high tensile aramid fiber, which is sometimes referred to by DuPont’s trademarked name, Kevlar. In both scenarios, the hose’s expansion rate is directly related to the tensile and elongation characteristics of the braided materials used, along with the specific construction of the braid.
Braid construction is also controlled by the gauge and number of wires or strands used, along with the tightness of the weave. The Standard states that the maximum expansion of a low expansion (LE) hydraulic brake hose assembly shall not exceed the values specified in its referenced “LE” table at three particular pressures, 1,000 psig, 1,500 psig and 2,900 psig.
The fixture which tests for this requirement pressurizes an isolated brake hose that has an upper valve connected to a graduated glass cylinder. Prior to the hose being pressurized, the level in the graduated cylinder is set to zero. After pressurizing the hose, the valve is opened and the fluid level is allowed to rise into the cylinder, which then measures the amount the hose expanded at that pressure level. Testing for hose expansion rates can be especially important given the combination of today’s sensitive computerized ABS controller modules with aftermarket extended length brake lines required for tall “Ape hanger” handlebars. If the brake line construction exhibits high expansion levels, the readings may be outside the controller’s functional range to actuate the ABS as originally intended and programmed.
Tensile Strength
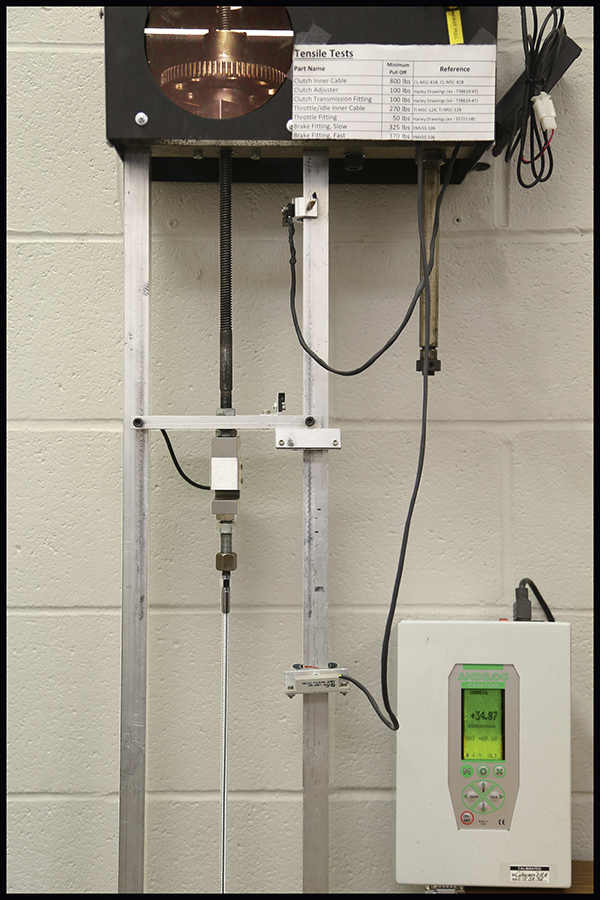
This test consists of subjecting the hose assembly to a gradually increasing tensile load at two different pull rates until failure occurs. This test literally stretches a brake hose assembly until it either pulls off one of the crimped end fittings, or the hose itself fails by tearing or fraying, whichever occurs first.
The hydraulic brake hose assembly must withstand a pull of 325 lbs during a slow pull test and 370 lbs during a fast pull test, without separation from its end fittings. Designing the crimp joint to meet this specification must not compromise the constriction test due to over-crimping the fittings to increase pull-off.
Burst Strength

Whip Test
This is one of the most difficult of all the tests to pass due to the enormous stresses that the hose is subjected to. This is especially true for stainless steel braided lines which experience metal fatigue when being bent continuously on a flexing machine at 800 rpm for a grueling 35 hours.
 |
| The Whip Test is one of the most difficult of all the tests to pass due to the enormous stresses that the hose is subjected to |

For an onlooker, the brake hose looks like an airplane prop, a mere blur, and failures usually occur on the hose at or near the stationary end fitting. The assembly’s hose couplings are mounted on the machine with a very specific amount of slack added to the line, depending on the length of the test sample. Each end is then locked down with no ability to spin, which would otherwise reduce the stresses on the assembly.
The brake hose assembly is then pressurized with water and monitored via pressure sensors. During the duration of this test, if there is any detection of a drop in pressure from the fittings or hose, it is deemed a failure. This test ensures that the fittings and hose are designed and manufactured robustly enough to perform on the vehicle over the long term without mechanical failures from vibration, movement or flexing.
Water Absorption Tests
Because brake hose assemblies are constantly being subjected to rain, splashing water, and steam from hot exhaust tubes, this test’s recipe calls for three hose assemblies to be completely immersed in distilled water at 185° F for 70 hours.
Within 30 minutes after removal from the water, they must be subjected to, and pass, the previous three tests again - Tensile, Burst and Whip. Due to the possibility of the hose materials being mildly hydrophilic, water may be absorbed and its physical properties may be altered. This may lead to the assembly experiencing more difficulty passing these three tests.
High Temperature Impulse Test

This is a rather intense test designed to ensure the durability of the brake hose assembly by simultaneously subjecting it to heat and pressure cycling. For approximately 5 hours, an assembly filled with brake fluid is held in a convection oven at 295° F while being pressurized to 1,600 psi.
A pressure cycling machine repeatedly increases the pressure in the hose from zero to 1600 psi within 2 seconds, holds it for 1 minute, and then quickly decreases the pressure back down to zero psi, also within 2 seconds. This full cycle is repeated 150 times! At the completion of this, the line is removed from the oven and allowed to cool for 45 minutes, after which it must pass a 5,000 psi burst test.
When designing a brake hose, the selection of materials must be such that their physical properties are not compromised by high temperatures. For example, if there is a durometer change, which would lead to softening in the presence of heat, the crimp joint may be compromised leading to failure of this test.
End Fitting Corrosion Test

Most of us are familiar with this 24 hr salt spray test, which is designed to encourage rust and corrosion to form in a very short period of time. Its purpose is to validate that the materials and plating used on the end fittings will be protective enough to endure in corrosive and harsh environments.
A hose assembly is suspended in the chamber and subjected to a 5% salt solution made with distilled water. The temperature of the chamber is maintained at 95°F - hot and humid, a perfect environment for rust and corrosion.
After 24 hours, the hose end fittings cannot show any base metal corrosion on the surface except where crimping or the application of labeling information has caused displacement of the protective coating.
Brake Fluid Compatibility Test
In order to test the hose’s chemical resistance, the hose is subjected to a temperature of 248° F for 70 hours while filled with SAE RM-66-05 compatibility fluid. After this, the hose is subjected to a 5,000 psi burst test.
Ozone Resistance
There are two components to this test. One is static and the other dynamic. For the static test, a brake hose assembly is exposed to ozone for 70 hours at 104° F - any cracks seen under 7X magnification are grounds for failure. For the dynamic test, the hose is cycle-flexed on a movable pin for 48 hours, after which it is also examined for cracks.
Low Temperature Resistance
A brake hose is chilled to a temperature below
-49° F for 70 hours. It is then bent around a mandrel and inspected for any cracking. It cannot have any cracks as seen without magnification.
Well, there you have it, a general description of “The Torture Tests,” which must be conducted in a very specific sequence. Any brake hose assembly manufacturer who can confidently and proudly state that they are in compliance with all the FMVSS-106 Standards has indeed earned the right to advertise their DOT compliance and compete fiercely in the marketplace.
MAGNUM SHIELDING
www.magnumshielding.com